

A Deep Dive into Palfinger's Impact on North America's Work Truck Industry
Creating Durability: How Palfinger Makes Mechanics Truck Bodies & Cranes
Learn how Palfinger North America manufactures its mechanics truck bodies and cranes at its production facility in Council Bluffs, Iowa, where the company has deployed technology such as robotic welding and e-coating.
August 15, 2024

Service cranes are extended and tested by members of the Palfinger team.
Photo: Wayne Parham
8 min to read
Palfinger North America has four manufacturing operations, including the one in Council Bluffs, Iowa. Work Truck recently visited the Council Bluffs facility to learn about how Palfinger uses technology such as robotic welding and e-coating to produce service cranes and mechanics truck bodies.
Palfinger is headquartered in Salzburg, Austria, but the company has more than 90 years of experience in North American markets. About a year ago, Palfinger North America opened its new headquarters just outside Chicago, Illinois.
The Palfinger North America manufacturing locations are:
Niagara Falls, Ontario, Canada – assembly of knuckle boom cranes, material handling cranes, and timber and recycling loaders.
Trenton, New Jersey – production of hook lifts and cable hoists.
Oklahoma City, Oklahoma – production of aerial work platforms and bucket trucks.
Council Bluffs, Iowa – production of mechanics truck bodies and cranes.
The company also has a facility in Charlotte, North Carolina, that installs service cranes and knuckle booms to get them out to the retail market. That location also does the final assembly of Palfinger’s truck-mounted fork lifts for North America.
Also, Palfinger has 15 locations that offer custom-built solutions and has more than 100 vehicles in its mobile service fleet, which are part of the company's sales and service network.
Legacy of the Council Bluffs Facility
Brian Heffron, Palfinger North America vice president of sales and service, service cranes and crane bodies, explained the Council Bluffs Facility previously was Omaha Standard, a company that started around 1926. The current facility was built by Omaha Standard in 2006.
In 2008, Palfinger acquired Omaha Standard.
“So, it's still a relatively new facility. This facility is pretty unique. It was purpose built for equipment manufacturing like this,” Heffron said as he explained the concrete foundation is extremely thick and designed for handling heavy equipment like a brake press. With 50-foot center pillars, there is also ample room inside.
Overview of Palfinger Service Cranes & Crane Bodies
The PAL Pro is Palfinger’s professional mechanics’ truck. It’s not just a truck or a crane; it is the complete package designed for a specific job, explained Clint Weckwerth, Palfinger North America product manager for service cranes and mechanics truck bodies.
Palfinger offers the entire traditional portfolio within the service crane market with products that feature lifting capabilities ranging from 3,200 pounds to 14,000 pounds. With any Palfinger crane, the first number in the model name represents the winch capacity, while the second number represents the reach.
Customers can choose a fully-electric crane on smaller models, but the large ones operate on a fully hydraulic pump PTO arrangement powered by the truck’s transmission.
“One of the key catchphrases that you'll see in quite a bit of our literature is lighter, longer, stronger. The unique geometry of our crane profile, the main boom and the intermediate booms, allows us to reduce weight while maintaining the sectional strength of that profile,” Weckwerth said. “So, you can get a really strong profile with a lighter weight and higher-grade material. So that's where we can come up with the lighter, longer, stronger catchphrase.”
Weckwerth also stressed how Palfinger is the only manufacturer that e-coats cranes, including all components, for rust resistance and durability.
For Palfinger, it is about having the right crane or truck body available based on any customer’s specific needs.
“When it comes to controllability, again, it all depends on the application, what the end user is going to be doing with this crane,” Weckwerth explained. “If it's a small independent who doesn't have the capital, they're probably going to buy a smaller crane, which means they're not going to pay for the high-end fully proportional valves. So, on the smaller cranes we offer single function, which you still get hyper controllability, but that's just one function at a time. As opposed to when you get up to our larger cranes, you can multi function so you can boom out and winch out at the same time.”
One thing to know about the PAL Pro line of mechanics truck bodies is they are not just truck bodies that can handle the addition of a crane. They are designed from the ground up for cranes.

Palfinger produces its service cranes and bodies in Council Bluffs, Iowa.
Photo: Wayne Parham
Overview of the Production Process at Council Bluffs Facility
The mechanics truck bodies start with the raw material coming in and then going into the shakeout areas. From there, it gets pushed out into either the forming area or into the robotic weld area to produce the underframe and crane compartments, explained Jim Bates, Palfinger North America senior operations manager for Council Bluffs Facility.
Next, the service body underframe gets pushed out into the weld assembly lines. The forming material will then mate up with the underframe and the crane box. That’s the start of the manual welding processes. Palfinger operates three manual weld lines.
“They work pretty much cross-functional with any of the body designs or body types that we can do, just depending on the mix and the volume of each one of them on which one of those weld lines that they go down,” Bates said. “After they're done there, we move them into our e-coat process, which is anywhere from eight to 11 different dip tanks that they drop into where they're cleaning the material, pretreating it, and then they're putting it into the e-coat prime.”
From there, the bodies go through a series of different ovens to be cured. Then, it’s on to one of the topcoat booths. That's where it gets the color assigned to it, and the topcoat is sprayed on.
When finished with the topcoat, each body will again go through ovens as part of the curing process before moving on to the Ultimate Linings application.
“In final assembly, we're upfitting it so it's ready to be put on the chassis. We're upfitting any of the kits. We're putting any of the hydraulic lines on there. We're installing electric harnesses for lights in the boxes, and then we're also putting any additional options that have been requested, like compressors,” Bates added.
Once past all those steps, the service body gets matched to the crane that was ordered with it.
“The cranes are put inside the body, but they are not attached, so that the smaller shops can pull the crane out and then the body off of the trailers without having to have too much overhead support to do that,” Bates added.
Producing cranes is similar, but according to Bates is a simpler process.
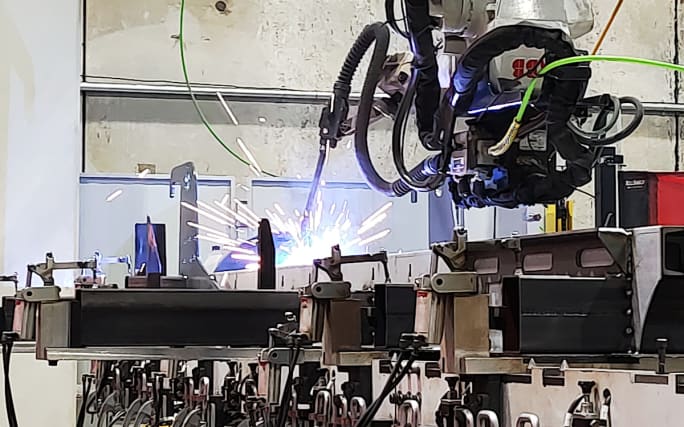
The Council Bluffs facility has two robotic weld cells.
Photo: Wayne Parham
Digging into the Details of Robotic Welding
Near the end of 2022, Palfinger installed two custom-built robotic welding units at the Council Bluffs facility. The two cells take on redundant tasks, freeing the welding staff up for other tasks along the hand-weld lines. However, each robotic unit is staffed by an experienced welder/operator.
The first, Cell 1, was installed in August 2022, and it welds underframes ranging in length from 11 to 14 feet. Next, in December 2022, Cell 2 was installed to weld three models of crane compartments and tailshelves.
While the facility previously had some robots, management describes the addition of the two cells as a “major upgrade.”
“We wanted our employees to remain engaged and focused and do tasks that are not repetitive and redundant. So, taking the robots and putting them in there allows for high-weld content assemblies to go through and allows the operators to do the more complex tasks,” said Lance Gronewold, Palfinger North America regional welding and automation engineer.
Bates said at first, the more experienced welders already on staff were assigned to the robotic weld area, but now, more of the new hires who come to Palfinger with robotic welding experience are already qualified to operate the robotic welders.
“It's become its own sought-after job. But as people get experienced, then we can move them into that area,” Bates added.
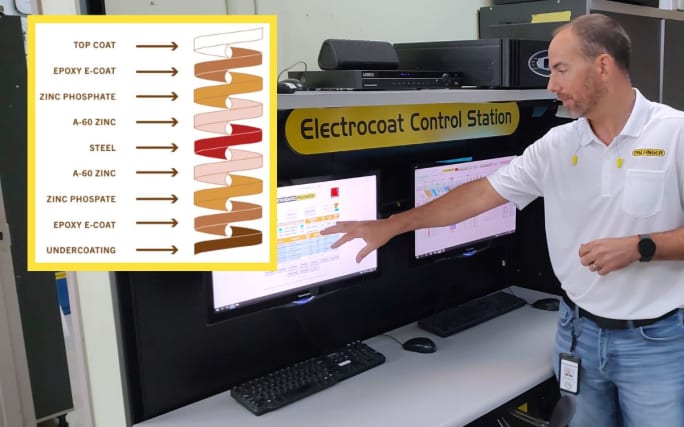
Mike Dempsey, e-coat manager for Palfinger North America, explains the tracking system used to manage the product flow through the e-coat process.
Photo: Wayne Parham
Dipping into the Details of E-Coating
Palfinger e-coats the service cranes and crane bodies it makes in the Council Bluffs facility to create high-quality, durable finishes. E-coat, also known as electrocoating, uses electrical current to apply a protective coating to metal objects and results in a thin, durable layer that protects metal surfaces from rust and other environmental hazards.
Some of the advantages of e-coating are:
Ensures an even and consistent coverage on metal surfaces
Forms a durable layer that protects metal surfaces from rust
Guarantees a uniform coating thickness
The process is environmentally friendly and contains no heavy metals, hazardous air pollutants, or high levels of volatile organic compounds
“E-coat is applied by using a positive charge to the bath, a negative charge to the parts and opposites attract. So, it's a high voltage going through there. The paint goes into all the nooks and crannies and crevices of every complex part that we put through our system,” explained Mike Dempsey, Palfinger North America electrocoat lab and systems manager.
As Dempsey explained, getting that total coverage is not guaranteed when people spray paint.
“If you have any nooks or crannies that are difficult to get to, it's likely not going to get any paint on it with a spray gun. So that's unacceptable in the painting industry,” he added. “Everything needs to be covered completely to maximize the rust preventative in the life of a product”
The key to e-coating is really the pre-treatment process.
“So basically, what the pretreatment consists of is a cleaning phase, a conditioning phase, a zinc phosphating,” Mike Dempsey said. “Your zinc phosphate is your corrosion protection that helps prolong the life of your product. It's leading the industry. So, it's the top of the line out there right now.”
More steps come into play since parts pass through rinse baths between each phase of the e-coating.
Once a part enters Palfinger’s e-coat system, it takes about 45 minutes to pass through the pre-treatment and e-coat tanks. Then it spends about 120 minutes in a curing oven. The entire process takes about two hours and 45 minutes.
Palfinger pointed out that it is the only manufacturer to e-coat every crane and body and offers a 5-year warranty on service cranes and a 6-year warranty on crane bodies.
Subscribe to Our Newsletter
More Maintenance

ASE Education Foundation Receives $25 Million Federal Grant to Put a New Generation of Service Technicians to Work
The U.S. Department of Labor awarded a $25-million grant to the ASE Education Foundation to fund a four-year program to help employers hire and retain new auto, collision, and truck technicians.
Read More →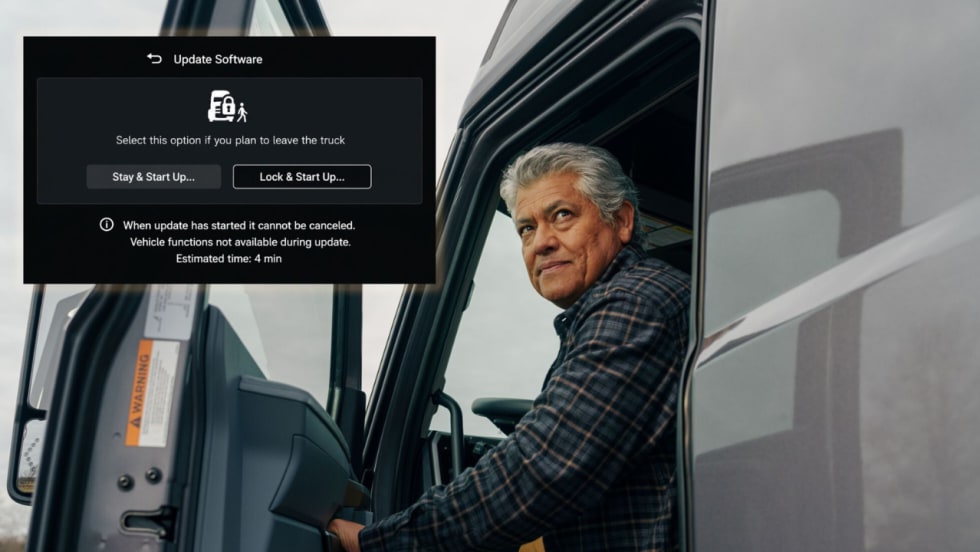
Mack Trucks Adds Lock & Leave OTA Software Updates
Mack Trucks’ new Over-the-Air (OTA) enhancement lets remote software updates complete unattended; simply start the update, lock the truck, and walk away. That means a driver or technician does not have to wait with the truck while the updates take place.
Read More →
Isuzu Launches Veterans Apprenticeship Program to Strengthen Technician Workforce
Isuzu Commercial Truck of America has launched the Isuzu Veterans Apprenticeship Program to offer a pathway for military veterans to become trained as technicians for Isuzu dealerships.
Read More →
ASE Acquires WrenchWay, Expanding Its Role as the Industry's Workforce Platform
The National Institute for Automotive Service Excellence (ASE) acquisition of WrenchWay strengthens ASE’s workforce development efforts and accelerates support for current and future service professionals.
Read More →
How Connected Tire Technology Is Helping Work Truck Fleets Reduce Downtime
How are fleets using real-time tire data to reduce downtime? Goodyear's Joe Stuglis explains the shift toward predictive maintenance.
Read More →
Sponsored•June 26, 2026
Beyond Utilization Rates: Smarter Fleet Replacement Decisions
Vehicle replacement decisions affect every aspect of fleet performance, from operating costs to asset availability. This guide explores how fleet leaders use integrated data, benchmarking, and lifecycle analytics to determine the right fleet size and optimize replacement timing with greater confidence.
Read More →
Continental Tires Unveils Sensor Ready Tires to Advance Digital Tire Monitoring
Continental Tires America has launched Sensor Ready tires, which feature an integrated sensor pocket and sidewall logo for identification, and offer faster installation, improved reliability, and reduced labor for fleets and retreaders.
Read More →
Linxup Expands Partnership with Fleetio to Bring Full Maintenance Management to Mid-Market Fleets
A new reseller partnership expands access to Linxup’s real-time GPS and telematics data with Fleetio’s leading fleet maintenance platform.
Read More →
Michelin Connected Fleet Expands Trailer Premium Solution
Michelin Connected Fleet’s Trailer Premium, designed for Class 7 and 8 fleet operators, detects metrics that affect tire longevity and alerts fleet managers to situations requiring tire inspection and/or preventive maintenance.
Read More →
Jasper Offers Remanufactured Chrysler 3.6L Pentastar Gen II Engine
The Jasper Engine & Transmission remanufactured Chrysler 3.6L Pentastar Gen II engine is now available and is covered by a nationwide, transferable, parts and labor warranty of up to 3 Years/100,000 miles.
Read More →